Ustawienie trzpienia
Aby wykonać prawidłowe gięcie, należy prawidłowo ustawić narzędzia. Kluczowe znaczenie ma prawidłowe dobranie i ustawienie trzpienia.
Podstawowe kroki do prawidłowego skonfigurowania trzpienia są następujące:
1. Dobierz właściwy trzpień zgodnie z tabelą doboru trzpieni z zależności od materiału rury, średnicy, grubości ścianki i promienia gięcia.
2. Sprawdź czy kule przylegają do rowka matrycy.
3. Nasmaruj kule i trzpień
4. Wysuń trzpień przed oś gięcia zgodnie z rys. i tabelą
Ustawienia te są podstawowe i konieczne jest wykonanie niewielkich regulacji po wykonaniu gięcia próbnego rury. Precyzyjne ustawienie jest decydujące dla osiągnięcia prawidłowego gięcia.
Dodatkowe uwagi: Jeśli trzpień jest ustawiony zbyt daleko w rurze, może to spowodować jej wybrzuszenie i pękanie. Jeśli jest ustawiony zbyt daleko do tyłu, może powodować duże spłaszczenia przekroju rury, większe tarcie i obciążenie kul a nawet pęknięcie łączników.
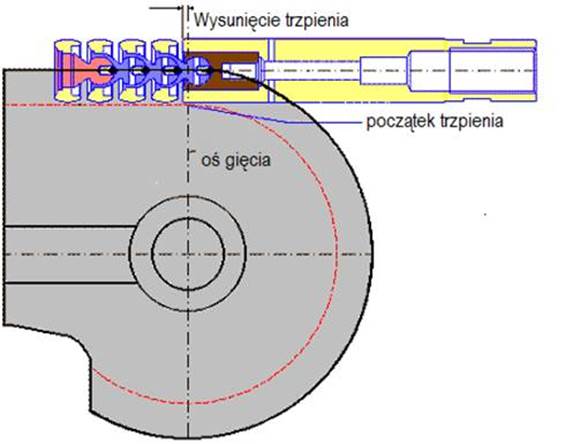
Tabela teoretycznego wysunięcia trzpienia:
|
Średnica rury OD |
Teoretyczne wysunięcie trzpienia |
Gwint trzpienia |
|
7,95-12,5 |
2,0 |
M4x0,7-M5x0,8 |
|
12,6-15,8 |
2,5 |
M8x1,25 |
|
15,9-18,9 |
3,0 |
M8x1,25-M10x1,5 |
|
19,0-23,9 |
4,3 |
M10x1,5-M12x1,75 |
|
24,0-28,4 |
5,2 |
M16x2,0-M18x2,5 |
|
28,5-37,5 |
3,1 |
M16x2,0-M20x2,5 |
|
38,0-43,5 |
3,1 |
M18x2,5-M20x2,5 |
|
44,0-53,0 |
4,8 |
M20x2,5-M24x3,0 |
|
53,5-66,0 |
6,5 |
M20x2,5-M30x3,5 |
|
66,5-85,0 |
6,4 |
M30x3,5-M36x4,0 |
|
85,5-117,0 |
7,9 |
M30x3,5-M42 |
|
117,5-155,0 |
9,5 |
M36x4,0-M42 |